

Sample Calculation using CTE
A previous post on linear thermal expansion and brazing discusses the importance of understanding the thermal expansion behavior of dissimilar materials when brazing. If not, there may not be adequate clearance to ensure the capillary action of the filler material (wicking). This post will illustrate a sample calculation using CTE (Coefficient of Thermal Expansion) for determining the nominal dimensions when designing an appropriate braze gap.

CTE Calculation Example with Stainless Steel and Titanium
This sample calculation is used to discover the dimensions needed at the time of fabrication, in order to achieve a desirable braze gap (.000” to .005”) at braze temperature, between two dissimilar materials.

For example, if you needed to design a SST (stainless steel) weld sleeve to be brazed onto a 6” diameter Titanium tube with a .07” wall thickness, you would determine the fabrication dimensions for the SST weld sleeve as follows:
- First, you would determine the ID of the Titanium at the braze temperature (950º C).
- The CTE for Titanium at 950º C = 10.21 μin/in
- If the ID of the Titanium Tube at room temperature = Ø5.860” Titanium ID at 950ºC = IDØ + (CTE (IDØ (ΔT) + IDØ))
- = 5.860 + (0.00001021 (5.860 (925) + 5.860))
- Therefore the Titanium ID at braze temperature would be = Ø5.915”
A desirable braze gap would be ~.005”. Therefore, we would want the OD of the SST to be Ø5.910” at braze temperature; whereby, the inverse functions are applied.
- The CTE for SST @ 950ºC = 18.59 μin/in
- If the OD of the SST sleeve at braze temperature will be = Ø5.910”
- SST OD at room temperature = 5.910 / (CTE x ΔT) + 1
- = 5.910 / (.00001859 x 925) + 1
- Therefore the SST OD at room temperature should be = Ø5.810”

Gap at Room Temperature Gap at Braze Temperature
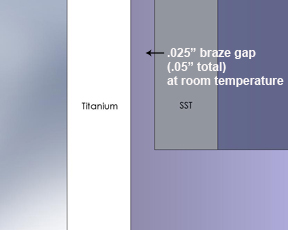
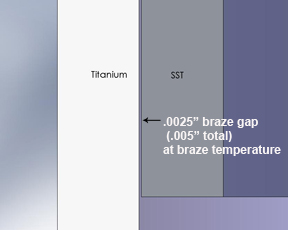
The aforementioned example clearly illustrates the SST sleeve will fit very loose at room temperature to achieve an ideal braze gap distance at braze temperature. It should be noted that this calculation is a numerical example only and is intended to demonstrate the significant thermal expansion changes that can occur among dissimilar materials when brazing. A designer must also evaluate the stresses that will be apparent during cooling since a solidified alloy will now be present in the braze gap and the parent materials will no longer be able to “return” to their original dimensions or geometry. This concept was briefly discussed in the previous post and is an essential component of braze design that must be addressed. Altair is vastly experienced in creating innovative solutions for such scenarios.

