

Brazing Services
We are a brazing company and global leader in the field of advanced material joining technologies for high vacuum applications. Our brazing services leverage precision vacuum and furnace brazing technologies to provide our customers cost savings, batch processing and the highest quality in the industry.
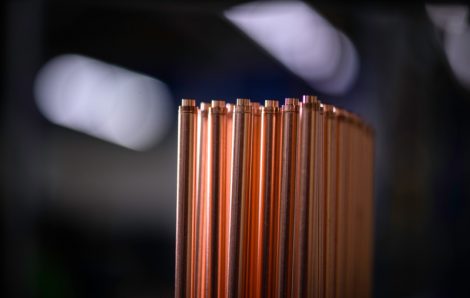
We braze and clean fire virtually all low vapor pressure metals and ceramics such as OHFC Copper 101,Stainless Steel (SST), Kovar, Monel, Tungsten, Cupro-Nickel, Titanium, Aluminum, Alumina, Silicon Carbide and many more.
Our furnace brazing services or vacuum brazing services are available via consignment or turnkey production services. We encourage the turnkey route because it lowers overall risk for you. Consignment is a good fit when customers are experts in braze-joint design and can provide high-quality pre-machined material for processing. If desired, we can also provide NADCAP certified heat treating, stress-relieving, tempering and secondary finishing operations via our in-house CNC machining department upon request.
Brazing Services
We are a brazing company and global leader in the field of advanced material joining technologies for high vacuum applications. Our services leverage precision vacuum and furnace brazing technologies to provide our customers cost savings, batch processing and the highest quality in the industry.
We braze and clean fire virtually all low vapor pressure metals and ceramics such as OHFC Copper 101,Stainless Steel (SST), Kovar, Monel, Tungsten, Cupro-Nickel, Titanium, Aluminum, Alumina, Silicon Carbide and many more.
Our furnace brazing services or vacuum brazing services are available via consignment or turnkey production solutions. We encourage the turnkey route because it lowers overall risk for you. Consignment is a good fit when customers are experts in braze-joint design and can provide high-quality pre-machined material for processing. If desired, we can also provide NACAP certified heat treating, stress-relieving, tempering and secondary finishing operations via our in-house CNC machining department upon request.
14
Brazing Furnaces
Furnace technology provides the highest quality joints and is the only technique well adapted for complex geometries, ceramic-to-metal bonding, large/massive parts, or highly reactive materials because assemblies are heated uniformly and multiple joints are processed simultaneously. We primarily supply services and products into high-vacuum, Ultra-High Vacuum (UHV), or “clean” applications and DO NOT use any flux in our advanced material joining processes. Our services include atmosphere brazing, hydrogen brazing, vacuum furnace brazing services, diffusion bonding, bakeout for high vacuum applications and heat treating.
Furnace Brazing Capabilities
• 10” to 48” Diameter
• Hydrogen Wet or Dry
• High Vacuum 10-5 & 10-6
• Inert Gas, Blends, Cascade Controllers
Vacuum Furnace Specifications
• 2 PVT Vacuum Furnaces
• 28” x 28” x 28” Hot Zone
• 48” x 28” x 28” Hot Zone
• Temperature Profile Recording
Benefits of Brazing
A new world of design possibilities opens up with today's Vacuum & Furnace Technologies
Work with us to engineer complex designs never before thought possible; every day we help our customers understand joint design and how to engineer parts for our vacuum and furnace brazing services. We are open and collaborative to discuss your requirements, provide DFM (Design for Manufacturability) guidance and help you actualize a low-cost solution with high yield.

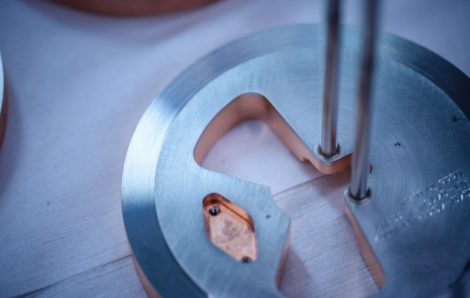
Brazing Applications
Products Use Cases
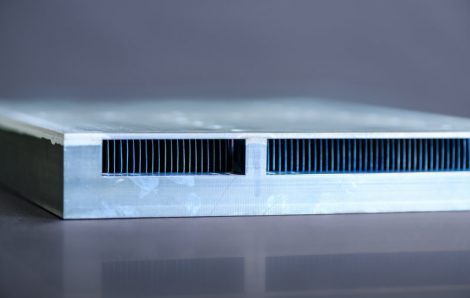
Heat sink and Electronics Cooling
Liquid Cold or Cooling Plates
Flat Tube Heat Exchangers
Heat Pipes & Heater Tables
Vacuum Chambers (Semiconductor)
Electro-Static Chucks
Electric Vehicle (EV) Components
Micro-Channel Heat Exchangers
EV Battery Cooling/Heating
UHV Heater Modules
Pressure Vessels of All Sizes
Subassembly Packaging of Sensors
Hydraulic flow boxes
Thermodynamic Engines
Deposition Chambers & Stages
Plate Heat Exchangers
Solar Panels & Energy Equipment
RF Power & Linear Accelerators
Dual Bell Sauder Bakeout Station
A processing step for UHV (ultra-high vacuum) applications. We continue to add core and complementary capabilities like bakeout and have always been leaders and innovators in this regard.
• 6 Independent Cryogenic Ports
• Two Independent Bells
• x10-9 scale vacuum pressure
• Temp. > 600°C and > 1000°C
• Automated Controls
• Ultra-High Vacuum (UHV)
• Efficient Device Conditioning
• Flexible Configuration
• RGA Measurements
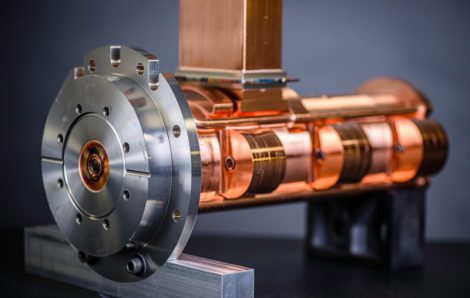
Material Joining without the use of filler
High compression and temperatures cause atoms to diffuse into the adjacent material for metal, copper, and titanium. This particular bonding process is commonly used on linear accelerators and mini-coolers, where braze joints and braze fillets can shift the resonant frequency of a cavity or add a very thin thermal shunt layer which is avoided in diffusion bonding.
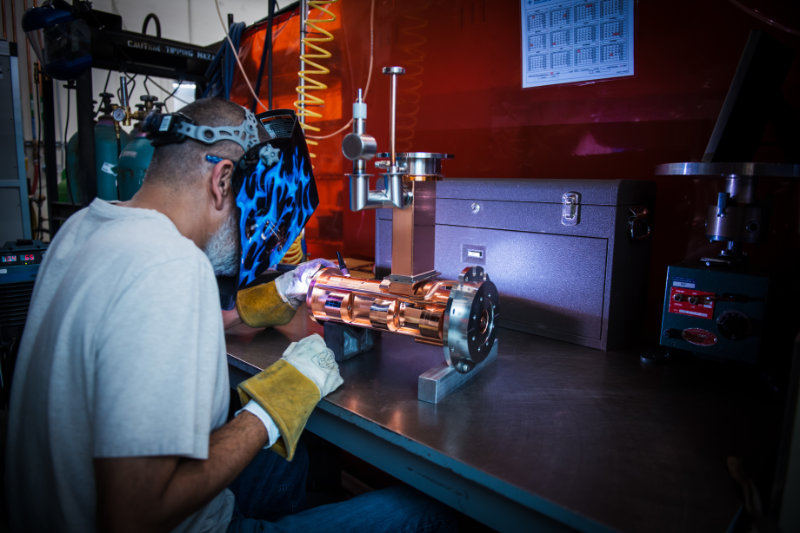
Precision Welding
Includes Tig and Spot Welding
Precision welding rounds out our full spectrum of material joining capabilities to support our contract manufacturing and turnkey services. Welding is both an art and a science. We take pride in our beautiful and full penetration welds because they are a prime example of our commitment to quality and the highest standards of fabrication.
We weld Titanium, Nickel, Stainless Steel, Platinum, Kovar, and Moly for spot, stitch and continuous hermetic (vacuum-tight) welds.
Looking to get it right the first time?
Brazing Metal – A Comprehensive Overview
We braze low vapor pressure metals like Copper, Stainless Steel, Kovar, Moly, Iron, Monel, Cupronickel, Nickel, …
Brazing Aluminum
The best way to braze aluminum assemblies is in high vacuum furnaces that are specifically designed with the multi-zone …

Furnace Brazing Copper in Hydrogen Gas
Furnace brazing copper in hydrogen gas is the best method to braze copper for accuracy, joint-strength and high-vacuum …

Brazing Stainless Steel
Stainless is a low vapor pressure material best suited for wet or dry hydrogen brazing, depending on removal of oxides …

Brazing Ceramics
We routinely braze ceramics, particularly Alumina, but can also braze Zirconia, Quartz, Fused Silica, BeO, AlN, Si, SiC …

Vacuum Brazing
Vacuum brazing is well suited for exotic base metals such as Aluminum, Titanium, Zirconium, Niobium, Molybdenum, …

Atmosphere Brazing
Our furnace brazing services offer the Atmosphere Brazing process that includes inert gases like Nitrogen, Argon, …
Diffusion Bonding
For a variety of applications, Diffusion Bonding joins dissimilar alloys (copper, titanium) with extreme force & …

Hydrogen Brazing – Wet & Dry
Furnace brazing in a hydrogen atmosphere that can be either wet or dry to reduce hydrocarbons or oxides while also …
Vacuum Active Metal Brazing
Is when a metal like titanium is added to the braze alloy and chemically reacts with a ceramic surface, allowing the …

Heat Treating & Clean Firing
We perform certain heat treating for a variety of materials and clean fire to remove unwanted vapor, oxides, …

Bakeout Services for UHV Applications
Bakeout Services at Altair Technologies provided two double vacuum bakeout stations capable of temperatures >600°C and …
Turnkey Processes & Quality Control
We continually strive for process control, improvement and the relative expertise we need to meet or exceed our …

Engineering Services
We are an engineering-savvy brazer offering collaborative services that cover metallurgy and braze-joint designs to …
Engineering & Design
The Altair team is unmatched in the design, development, and manufacturing of products for the medical, security, …
Vacuum Aluminum Brazing 101
A high quality braze joint using vacuum aluminum brazing requires excellent material preperation, cleanliness and …
Advantages of Brazing Complex Geometries
When fabricating complex geometries, whether it’s by die casting, e-beam welding, or 5- axis machining, there can be …
Wetting Braze Flow and Filler Spreading
The term “wetting” is commonly used to describe the flow of braze alloy or braze filler across a surface when …

Linear Thermal Expansion Calculation – CTE
A sample calculation using CTE (Coefficient of Thermal Expansion) for determining the nominal dimensions when …

Thermal Expansion When Brazing
For most materials (copper, stainless,etc.) expansion varies from four to twenty thousandths of an inch of growth per …

How To Read A Phase Diagram
Phase diagrams are a great tool for the Brazing Engineer; the binary phase diagram is an invaluable tool for why a …
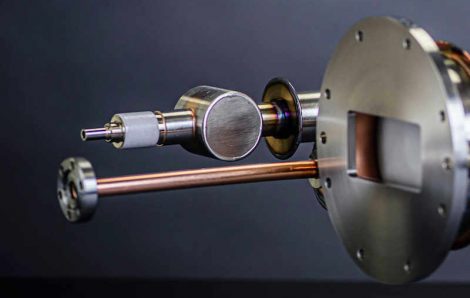
8-Liter Ion-Pump Design
The 8-liter ion pump is a staple in the high vacuum community and with the increased demand for longer-lived vacuum …

3D CAD Modeling To Optimize Braze Design
Altair engineering’s knowledge and expertise with CAD parametric modeling can provide the service you need for …
Brazing Aluminum
The best way to braze aluminum assemblies is in high vacuum furnaces that are specifically designed with the multi-zone …
Brazing Stainless Steel
Stainless is a low vapor pressure material best suited for wet or dry hydrogen brazing, depending on removal of oxides …
Brazing Ceramics
We routinely braze ceramics, particularly Alumina, but can also braze Zirconia, Quartz, Fused Silica, BeO, AlN, Si, SiC …
Brazing Metal – A Comprehensive Overview
We braze low vapor pressure metals like Copper, Stainless Steel, Kovar, Moly, Iron, Monel, Cupronickel, Nickel, …
Furnace Brazing Copper in Hydrogen Gas
Furnace brazing copper in hydrogen gas is the best method to braze copper for accuracy, joint-strength and high-vacuum …

