

Precise operations of medical and industrial linear accelerators impose certain demands on materials used, manufacturing and fabrication techniques utilized. They both need to be compatible with ultra-high vacuum, high-power RF, and the presence of particle beams. In this Linear Accelerator post, we will briefly discuss materials compatible with these demands and then I will lead you in a quick guided tour through the sequence of processes of manufacturing a typical commercial LINAC assembly. Altair Technologies has developed its turnkey, contract manufacturing capabilities to offer all of the production services that embody the manufacturing requirements for a successful and dependable LINAC, which is why OEMs in both the Medical and Security cargo inspection industries rely on Altair.
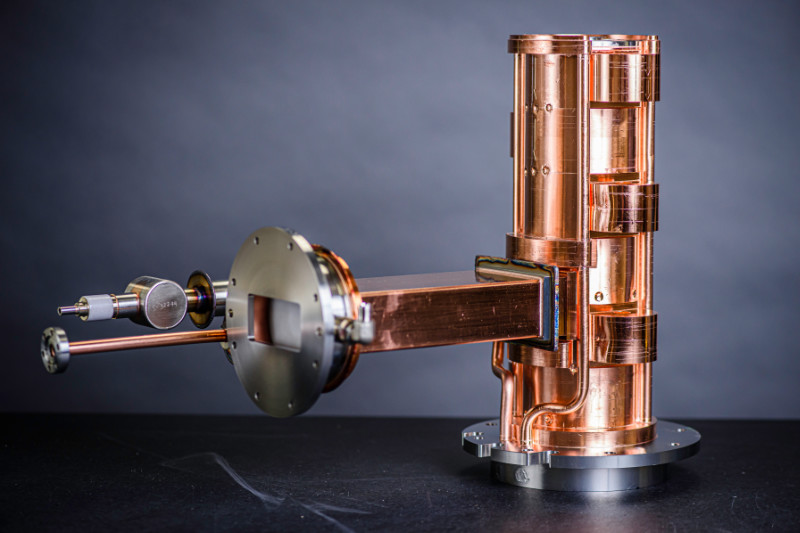
Let us first find the right material that would constitute the cavities of the Linear Accelerator (LINAC). Electrical conductivity is the most important parameter for the LINAC material. For a given geometry and frequency, this parameter determines the power loss of the LINAC’s walls and hence the LINAC’s efficiency. For this reason, it is always recommended to use OFE (Oxygen-Free Electronic) copper for room-temperature LINACs. The second important parameter in choosing the LINAC material is thermal conductivity. It determines the rate of transfer of heat into the cooling system for given power dissipation in the LINAC’s walls. Again, OFE copper is the material of choice.
After selecting the right material, our LINAC manufacturing tour starts with the special machining used to cut the LINAC cavities. Most of the machines used are of the computed numerically controlled (CNC) type. Coolant and machining lubricants used in this operation should be water-based, not oil-based. The surface roughness of Ra = 8 − 10 μ″ (0.2 to 0.25 μm) can be obtained using polycrystalline diamond tool bits. For an even more superior surface finish, Ra ≈ 2 − 4 μ″ (0.05 to 0.1 μm), single-crystal diamond is used as the cutting tool and sophisticated turning techniques are employed.
We then visit the chemical cleaning process, since the LINAC has to sustain ultra-high vacuum as well as hosting very high electric fields. Once we are done with chemical cleaning, we will move the clean parts to a clean room where we will observe the precise assembly, joining the parts, tuning the LINAC, mounting the source of electrons (the electron gun), and sealing the LINAC. The prevailing technique for joining the LINAC’s constituent cavities and parts is furnace brazing. Altair has superior expertise in precision furnace brazing of LINACs operating at different frequencies (e.g. S-band and X-band) and having different sizes and geometries. In addition, Altair provides electron gun and RF window assemblies for different medical and security LINACs.
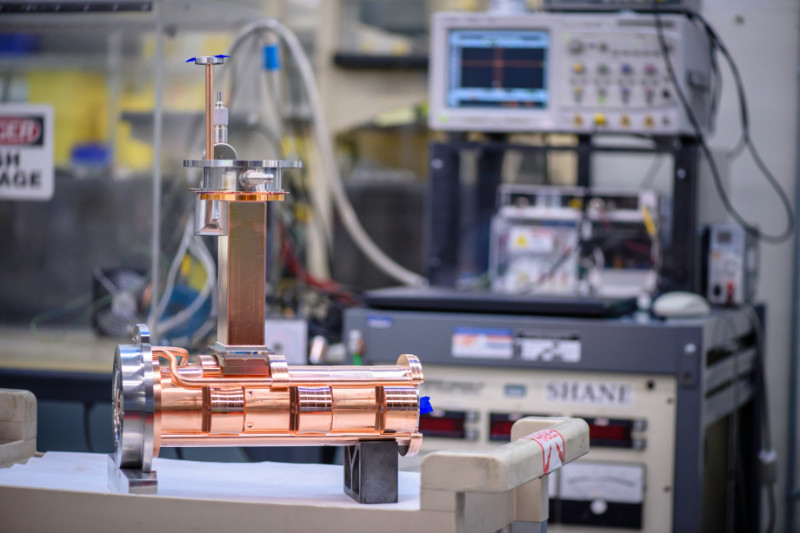
Manufacturing linear accelerators is not a trivial endeavor. During brazing, some of the molten braze alloy can make its way inside the LINAC cavities, resulting in variation in the volume of these cavities, which in turn can change the resonant frequency characteristics of the LINAC. For this reason, it is a common practice to manually tune individual constituent cavities after the brazing step in order to bring the resonant frequency of each cavity to its nominal design value by performing a series of measurements using a Network Analyzer. At Altair, this critical tuning step is carried out by skilled manufacturing engineers and/or specially trained technicians.
The LINAC is then put in a chamber where it will be pumped down to evacuate the sealed assembly to the desired vacuum level while it is kept at temperatures high enough to free up gases trapped on or in the inner surfaces of the LINAC. This process is commonly known as “bake-out” and Altair has multiple furnaces with advanced controllers dedicated to this out-gassing process. Before we can start supplying full RF power into our LINAC, we need to do two more steps.
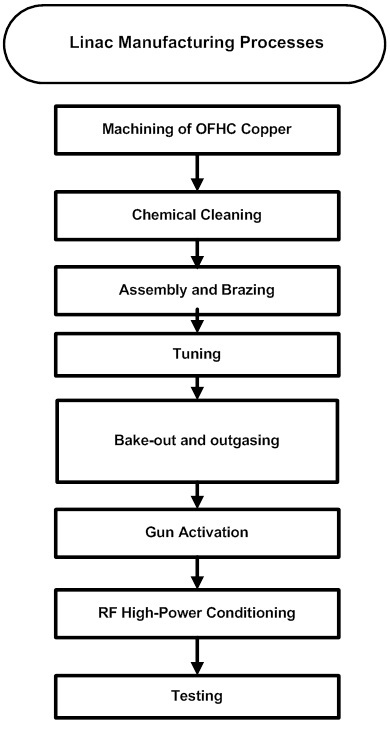
First, prepare the electron gun for emitting a steady flow of electrons; we call this step, “gun activation”. Second, we need to condition the inner surfaces of the accelerator to be able to withstand high fields without arcing or breaking down. This conditioning step is done by increasing the RF power input to the LINAC slowly and gradually. Now, we can safely test the LINAC at the full operating power it is designed for. As an overall guide for manufacturing linear accelerators, I have mapped for you the flow of the LINAC manufacturing processes in Figure 1 [1].

